中山供應(yīng)網(wǎng)帶通過拋丸機價格
發(fā)布時間:2022-01-12 00:53:11
中山供應(yīng)網(wǎng)帶通過拋丸機價格
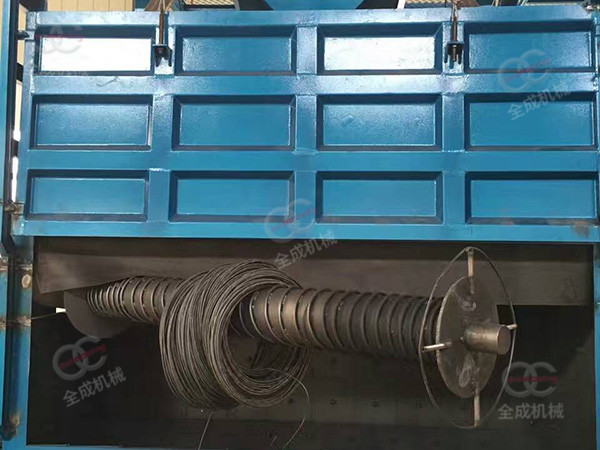
內(nèi)螺旋輸送器定期檢查措,。有縱向螺旋及橫向螺旋,,負(fù)責(zé)將拋丸清理后的鋼丸輸送至頂部分離器,,螺旋輸送裝置經(jīng)受鋼丸的擊打時間久后易變行,造成螺旋電機的損傷,,因此應(yīng)定期檢查螺旋輸送裝置,。

中山供應(yīng)網(wǎng)帶通過拋丸機價格
組成包括:清理室、拋丸器總成,、吊鉤自轉(zhuǎn)裝置,、吊鉤公轉(zhuǎn)機構(gòu)、 螺旋輸送器,、提升機,、維修平臺、分離器,、除塵系統(tǒng)及電控系統(tǒng)等,。1.:拋丸室由鋼板及型鋼焊接而成,在清理室內(nèi)呈180°布置了兩個工位,日38%是敞開的,其↑0K/s中一個工位在進(jìn)行拋丸清理的同時,另-工位可方便地裝卸工件。主機由密封的拋丸清理區(qū)相多個扇形區(qū)圍而成,每個扇形(工作)區(qū)都有各自的吊鉤,工件可以掛在上面,,上,、下料可以由操作者人工操作。2.在拋丸器對面,,受彈丸直 接拋打的拋丸熱區(qū)采用軋制mn13高錳鋼護(hù)板,其期區(qū)域采用65mn鋼板防護(hù),用特制淬火大螺母固定,經(jīng)久耐用,。設(shè)有檢修門,維修方便。3.彈丸循環(huán)系統(tǒng):由螺旋輸送器,、提升機,、分離器、供丸閘門等組成,均采用我公司系列化產(chǎn)品配套,。其中:分離器采用可調(diào)節(jié)的滿幕簾式風(fēng)選丸渣分離方式,分離效率高達(dá)99.5%,。

中山供應(yīng)網(wǎng)帶通過拋丸機價格
可用于模具業(yè):一般來講,模具多是鑄造的較多,,而模具本身就要求滑潤,,拋丸機是可以根據(jù)不同的要求進(jìn)行拋光處理,,不會損壞模具的原有外形和運用性能。五金廠,、電鍍廠:因為五金廠和電鍍廠都要求工件外表清潔、平坦,、潤滑,,就可以處理這些問題。五金廠工件較小,,適合運用的有滾筒式拋丸整理機和履帶式拋丸整理機,,根據(jù)情況而定。閥門廠:因為閥門廠的工件都是鑄造的,,都需求進(jìn)行拋光打磨,,才能做到清潔、潤滑,、平坦,,這就需求拋丸整理機械來整理這些雜質(zhì)??捎脵C械:轉(zhuǎn)臺式,、吊鉤式拋丸整理機。鋼結(jié)構(gòu)建筑企業(yè):鋼結(jié)構(gòu)在運用前須要進(jìn)行除銹處理,,以到達(dá)國家規(guī)定的結(jié)構(gòu)要求,,經(jīng)過式拋丸機采用全自動整理,無須人力除銹,,又減少了酸洗的環(huán)境污染問題,。
中山供應(yīng)網(wǎng)帶通過拋丸機價格
有3條螺旋輸送器,一條在拋丸機的頂部,,負(fù)責(zé)將鋼砂輸送到儲砂倉,。兩條位于拋丸機的底部,橫向,、縱向交叉安裝,,用于對落下的鋼砂進(jìn)行循環(huán)輸送,螺旋葉片在運行過程中,,長期受鋼絲切丸或鑄造鋼砂的擦傷性摩擦,,螺旋葉片磨損較快,加之鋼砂在撞擊中產(chǎn)生大量的熱,,以致鋼砂溫度較高,,更加劇螺旋葉片的磨損。將更換下來的螺旋軸進(jìn)行修復(fù)的方法是:加覆螺旋葉片,。首先,,以螺旋輸送器葉片外徑螺旋軸外徑為基礎(chǔ),,用數(shù)控火焰切割機切割出圓環(huán)扇面板(或稱葉片),材料選擇厚度為8 mm的65Mn鋼板,。將螺旋軸放置 水平支座上,,以能靈活轉(zhuǎn)動為宜,然后將環(huán)扇面板緊密靠在螺旋葉片的磨損向上,,用J506焊條定位焊焊接牢固,。為使圓環(huán)扇面板能與原有磨損葉片方向保持一致,要邊定位焊邊用錘敲擊覆實,,必要時可用氫氧焰對扇面板進(jìn)行烘烤,,這樣依次進(jìn)行。把磨損葉片全部定位焊覆完,,轉(zhuǎn)動螺旋軸,,檢查整個螺旋軸葉片有無明顯凸起和凹陷,用氣割對所覆葉片進(jìn)行修復(fù),;之后,,用J5O6焊條將所覆葉片四周滿焊,角焊焊腳為8mm,,扇面對接處滿焊全熔透,。設(shè)備原螺旋輸送葉片為65Mn鋼板,這說叫即使修復(fù)完畢,,如不進(jìn)行耐磨處理,,螺旋葉片仍將在半年內(nèi)磨損失效,因此只有對螺旋片做耐磨處理,,才可能延長網(wǎng)帶式拋丸機螺旋輸送器的壽命,。

中山供應(yīng)網(wǎng)帶通過拋丸機價格
出廠時拋丸器已在室體上裝置結(jié)束,運用前首先留意要調(diào)試的諸問題,。檢查葉片,、分丸輪與定向套及護(hù)板固定的方位是否準(zhǔn)確與結(jié)實,通電點動檢查旋轉(zhuǎn)方向?qū)Ψ?。然后調(diào)理定向套開口的方位,,從理論上將定向開口的前邊與葉片拋出方位的前邊夾角為900左右,固定定向套的方位后,,可以檢測一下拋射帶的方位,,其辦法是在吊掛工件的方位上面臨拋丸器出口放一張鋼板或木板,開動拋丸器,,向進(jìn)丸管放入少量(2-5kg)彈丸后停機,,檢查鋼板上被打擊的方位是否合適需求,如合上偏可調(diào)定向套的窗口向下,,反之同理,,直至合適為止,,并記下定向套口方位,作為今后更換定向套時的依據(jù),。