廣州供應(yīng)噴漆房多少錢(qián)
發(fā)布時(shí)間:2025-03-10 00:31:55
廣州供應(yīng)噴漆房多少錢(qián)
可用于模具業(yè):一般來(lái)講,模具多是鑄造的較多,,而模具本身就要求滑潤(rùn),,拋丸機(jī)是可以根據(jù)不同的要求進(jìn)行拋光處理,,不會(huì)損壞模具的原有外形和運(yùn)用性能。五金廠,、電鍍廠:因?yàn)槲褰饛S和電鍍廠都要求工件外表清潔,、平坦、潤(rùn)滑,,就可以處理這些問(wèn)題,。五金廠工件較小,適合運(yùn)用的有滾筒式拋丸整理機(jī)和履帶式拋丸整理機(jī),,根據(jù)情況而定,。閥門(mén)廠:因?yàn)殚y門(mén)廠的工件都是鑄造的,都需求進(jìn)行拋光打磨,,才能做到清潔,、潤(rùn)滑、平坦,,這就需求拋丸整理機(jī)械來(lái)整理這些雜質(zhì),。可用機(jī)械:轉(zhuǎn)臺(tái)式,、吊鉤式拋丸整理機(jī),。鋼結(jié)構(gòu)建筑企業(yè):鋼結(jié)構(gòu)在運(yùn)用前須要進(jìn)行除銹處理,以到達(dá)國(guó)家規(guī)定的結(jié)構(gòu)要求,,經(jīng)過(guò)式拋丸機(jī)采用全自動(dòng)整理,,無(wú)須人力除銹,又減少了酸洗的環(huán)境污染問(wèn)題,。

廣州供應(yīng)噴漆房多少錢(qián)
在工業(yè)領(lǐng)域的生產(chǎn)過(guò)程當(dāng)中,,鑄造設(shè)備起著至關(guān)重要的作用。拋丸除銹機(jī)就是其中的一個(gè)重要的環(huán)節(jié)和工具,,而拋丸機(jī)又分好多種,,有處理工件表面的,也有處理工件內(nèi)部的,。就是一種專業(yè)的處理工件內(nèi)部的機(jī)械,。

廣州供應(yīng)噴漆房多少錢(qián)
其實(shí)不少機(jī)器作業(yè)時(shí)都會(huì)發(fā)生噪音,也不例外,,不少行業(yè)內(nèi)的工作人員都關(guān)心吊鉤式拋丸機(jī)的噪音是如何產(chǎn)生的,,又要如何減小噪音,噪音的產(chǎn)生其實(shí)分為好幾種情況,。1,、鋼丸與葉片產(chǎn)生的摩擦,這兩種部件既發(fā)生滑動(dòng)摩擦,,還發(fā)生滾動(dòng)摩擦,,所以噪音會(huì)特別大。如果想要減小噪音的話,,可以改下零部件,,不如換選為破碎率較低的鋼丸,葉片也換成硬度是均勻分歧的,。而且內(nèi)部不要有夾層,、的現(xiàn)象,保持表面的光滑,,這樣酒也能減小和鋼丸的摩擦,,從而減小噪音。2,、鋼丸,、分丸輪還有定向套產(chǎn)生的噪聲,分丸輪一般是轉(zhuǎn)動(dòng)的,,但是定向套卻是不動(dòng)的,。所以當(dāng)鋼丸在分丸輪的作用下就會(huì)移動(dòng)到分丸輪與定向套中間,如果這兩者之間的間隙很小,,那么就會(huì)產(chǎn)生很大的摩擦噪音,。想要改善情況的話,那么直接的方法就是改變鋼丸的粒度,。

廣州供應(yīng)噴漆房多少錢(qián)
鋼鐵丸:硬度一般是HRC40~50,加工硬金屬,可將硬度提高到HRC57~62.它們的韌性較好,使用壽命是鑄鐵丸的幾倍,應(yīng)用廣泛.鑄鐵丸:硬度為HRC58~65,很脆,主要用于要求噴丸強(qiáng)度很高的地方.玻璃丸:硬度比前兩種丸低,主要用于不銹鋼,、鈦、鋁,、鎂及其他不允許鐵質(zhì)污染的情況.也可在鋼鐵噴丸后作二次處理時(shí)用,以除去鐵質(zhì)污染,并降低零件表面的粗糙度.
廣州供應(yīng)噴漆房多少錢(qián)
被很多行業(yè)所使用,常見(jiàn)于五金,、電鍍廠、軸承行業(yè),、模具行業(yè),、鑄造行業(yè)、鋼板廠,、造船業(yè),、汽車(chē)業(yè)、閥門(mén)廠,、鋼結(jié)構(gòu)廠等等,,就來(lái)說(shuō)說(shuō),不同的行業(yè)在使用不同的拋丸清理機(jī)類型和效用效果。

廣州供應(yīng)噴漆房多少錢(qián)
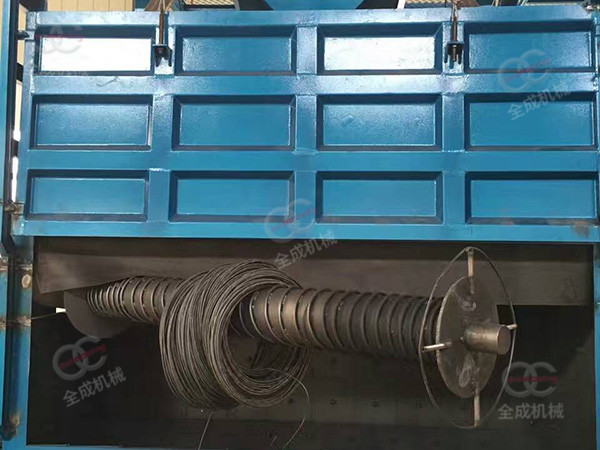
有3條螺旋輸送器,,一條在拋丸機(jī)的頂部,,負(fù)責(zé)將鋼砂輸送到儲(chǔ)砂倉(cāng)。兩條位于拋丸機(jī)的底部,橫向,、縱向交叉安裝,,用于對(duì)落下的鋼砂進(jìn)行循環(huán)輸送,螺旋葉片在運(yùn)行過(guò)程中,,長(zhǎng)期受鋼絲切丸或鑄造鋼砂的擦傷性摩擦,,螺旋葉片磨損較快,加之鋼砂在撞擊中產(chǎn)生大量的熱,,以致鋼砂溫度較高,,更加劇螺旋葉片的磨損。將更換下來(lái)的螺旋軸進(jìn)行修復(fù)的方法是:加覆螺旋葉片,。首先,,以螺旋輸送器葉片外徑螺旋軸外徑為基礎(chǔ),用數(shù)控火焰切割機(jī)切割出圓環(huán)扇面板(或稱葉片),,材料選擇厚度為8 mm的65Mn鋼板,。將螺旋軸放置 水平支座上,以能靈活轉(zhuǎn)動(dòng)為宜,,然后將環(huán)扇面板緊密靠在螺旋葉片的磨損向上,,用J506焊條定位焊焊接牢固。為使圓環(huán)扇面板能與原有磨損葉片方向保持一致,,要邊定位焊邊用錘敲擊覆實(shí),,必要時(shí)可用氫氧焰對(duì)扇面板進(jìn)行烘烤,這樣依次進(jìn)行,。把磨損葉片全部定位焊覆完,,轉(zhuǎn)動(dòng)螺旋軸,檢查整個(gè)螺旋軸葉片有無(wú)明顯凸起和凹陷,,用氣割對(duì)所覆葉片進(jìn)行修復(fù),;之后,用J5O6焊條將所覆葉片四周滿焊,,角焊焊腳為8mm,,扇面對(duì)接處滿焊全熔透。設(shè)備原螺旋輸送葉片為65Mn鋼板,,這說(shuō)叫即使修復(fù)完畢,,如不進(jìn)行耐磨處理,螺旋葉片仍將在半年內(nèi)磨損失效,,因此只有對(duì)螺旋片做耐磨處理,,才可能延長(zhǎng)網(wǎng)帶式拋丸機(jī)螺旋輸送器的壽命。